
螺柱焊電弧偏吹(磁偏吹)和補救方法
- 2015-12-22 17:27:00
- sawchina 原創
- 12476
電弧的弧柱是由高溫電離氣體組成的柔性導體,在磁場中表現像一個沒有強度的導線(電磁性的偏吹)和經過氣流(電熱造成的熱偏吹),它的位置是不穩定的。當在拉弧螺柱焊時,由于在螺柱前端平面電弧相對尺寸比較小,在此情況下很難固定。因此,導致電弧在固有磁場中很容易出現偏移。
在螺柱焊時,弧柱的軸線偏離螺柱軸線,這種現象稱為電弧偏吹。
在螺柱焊時,計入固有磁場的影響磁場有:金屬鈑材的帶電磁場;鐵磁物質的分布量和焊鉗電纜的磁場。
電弧偏吹常造成電弧不能穩定燃燒,使焊縫成形變壞,嚴重時甚至使焊接無法進行。
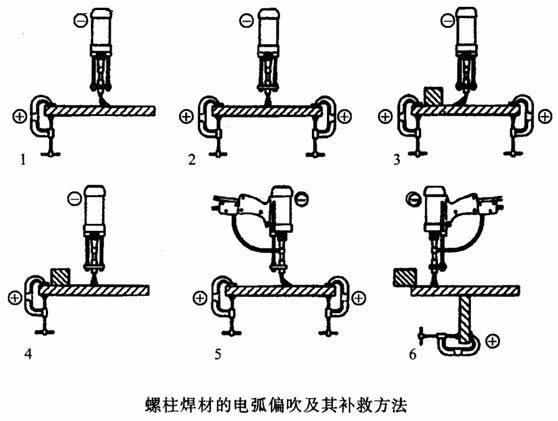
圖示出各式各樣電弧偏吹反應概貌和補救方法。
當出現電弧偏吹時,螺柱會單側強烈熔化;焊縫加強高部分變為只按照一側浸入母材或者焊縫不能完全的閉合。總之,人們從焊縫加強高的外觀就可以辨認出電弧偏吹。而且在電弧偏吹的熔化焊縫上帶有多氣孔的傾向。
例如從14mm直徑的螺柱開始已經是一個強烈電弧偏吹焊接過程的時候,有不平穩的噪音和可見的飛濺物。在此情況下,螺柱浸入母材時有些飛濺物聚集在螺柱上和陶瓷環內。
在螺柱焊時,由于焊接電纜接到工件上的位置偏于一側,在單側帶電金屬鈑上具有高的電流強度,在電纜夾鉗側變為較高的磁場。因此,在電纜夾鉗的對面電弧偏吹(圖中1)。
為了避免這個不希望的結果要控制金屬鈑材上流向焊接處的電流盡可能地對稱,因此,用兩個電纜夾鉗裝在合適的焊接處(圖中2)。電纜夾鉗夾在妥善處.理露出金屬光澤的鈑材上。在螺柱焊接時鄰近的兩個電纜夾鉗地方,由于非對稱供電單側電流更強烈,人們從生產證實會有電弧偏吹。
一般情況下電弧偏吹鄰近鐵磁的螺柱,而工件的影響是微小的。在相同條件時,螺柱焊接具有奧氏體工件時強烈的電弧偏吹在鐵素體附近。在奧氏體螺柱附近分布部分磁力線在空氣中,并且在此情況下對電弧的有效作用產生影響。鐵素體工件聚集磁力線和穩定電弧的固有磁場。另外一方面不均勻質量分布產生強烈的電弧偏吹。
陶瓷環能降低電弧偏吹,因為隔墻絕緣物陶瓷環限制電弧的偏差。因此,在一段情況下實際超過16mm直徑的螺柱焊接時仍然使用陶瓷環。
在工件上的一側聚集鐵磁材料時,由于鐵磁材料的導磁性能比空氣要好,從而電弧的固有磁場流向磁阻量較小方向(圖中3)。而且螺柱單側強烈熔化焊縫加強高邊緣趨向微小,在冷卻時附加不規則的收縮角度,致使螺柱焊接后的位置傾斜。
在實際生產中抵消不均分布鐵磁物質是困難的。
為了避免單側磁場,人們把在螺柱焊接時周圍不平衡質量作為比喻。工件良好的磁性接觸是基本條件。任何一個氣隙,當磁力線經過時是高的磁阻,磁力線可能流出降低了磁力線作用。因此,工件干凈和光滑的下料或者電纜夾鉗接地和工件邊緣相匹配是平衡作用的先決條件。
在螺柱焊接的時候,工件焊接部位上有鋼鈑組成的完全相同的工藝裝備或型鈑的情況下,由于在焊接時這樣的工藝裝備會產生永久磁場,所以,在焊接時經常增加電弧偏吹的次數。為了減少這種現象發生,使用塑料制品(例如硬織物)、鋁、奧氏體鋼或銅鈑。
由X5SCrNi18-10(1.4301)制成的M6螺柱在1mm厚S235鋼鈑上短時間螺柱焊時,熟知的實踐經驗是變換它們的極性(并減小一級)使工件反向磁化以減少電弧偏吹的傾向。
焊接電纜也能使電弧磁力線轉移方向,接到焊槍電纜在螺柱夾持器側面范圍已經有微小電弧偏吹的結是(圖中5)。
在鄰近焊接部位通過焊槍或電纜也會附加電弧偏吹應予以考慮。
為了避免電弧偏吹,人們常常通過試驗,采用質量分布對比其效果,如圖中4和圖中6。不僅只有全部組件完全再平衡,而且是定性的質量平衡才有可能。但是這種情況是罕見的。
在儲能式螺柱焊時,人們能從凸緣單側焊接飛濺分別識別電弧偏吹。此時雖然焊接時間短,但是,主要有高的電流強度。此時在焊接處有較高的電弧引爆,較高的電流密度再次集中在螺柱帶凸緣平面,而短的電弧減少側向偏移的危險。此外也表明短的焊接時間(大約1 ms)比長的焊接時間(1.5-2.5 ms)能有較少的電弧偏吹。
原則上,在螺柱焊接時焊接電源的正極接工件焊接時排斥電弧,而焊接電源的負極接焊槍吸引電弧。而電弧偏吹與電流密度成正比,并能受焊接時附加對稱質量夾鉗和附加補償質量(在手動焊槍有外接電纜情況下)或圍繞垂直軸旋轉焊槍的影響。


- [焊接技術] 螺柱焊接基礎知識 2022-07-11
- [焊接技術] 螺柱焊機發展史及其焊接工藝 2022-07-11
- [焊接技術] 小技巧:焊接時如何分清焊渣和鐵水? 2021-01-22
- [焊接技術] 干了多年的焊工都未必真能說清楚CO2、MIG/MAG和脈沖MIG/MAG的區別! 2020-12-23
- [焊接技術] 溫度影響焊接質量,冬天到了應該如何改進? 2020-12-03
- [焊接技術] 螺柱焊中鋁制螺釘的焊接工藝 2020-11-13





- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






