
MP920伺服系統在汽車柔性焊接生產線中的應用
- 2015-09-22 17:13:00
- sawchina 原創
- 8998
摘要:提出了汽車柔性焊接生產線中應用的分層伺服系統體系結構和硬件配置,分析了采用邏輯控制與運動控制相結合的系統控制原理,敘述了MP920控制器的參數設定方式,給出了伺服控制系統程序工作流程。結合廣州本田汽車有限公司年產24萬整車自動焊接生產線設計建造的實例,介紹了MP920伺服系統在自動化生產線中的實際應用,給出了伺服系統的調試方法,并對調試結果進行了分析。實際應用效果表明了所提體系結構和控制模式的正確性和有效性。
關鍵詞:MP920伺服系統; 汽車制造; 柔性焊接生產線; 電氣控制
0 引言
在汽車制造企業中,車身焊接生產線是一條關鍵的生產線,這條生產線決定車身焊接車間乃至整個企業的生產能力、產品質量和產品的多樣化。廣州本田汽車有限公司年產24萬轎車的自動化焊接生產線是一條貫通式流水線,全線5個全自動工位:車身地板搬送工位、車身部件預裝配工位、自動焊接工位、車身卸載工位和車身夾具切換工位。該自動生產線全面采用了日本安川公司的MP920伺服系統,極大地進步了工裝夾具的定位精度和生產線的柔性化程度。
本文從MP920伺服系統的硬件體系結構、控制原理、控制程序設計以及系統調試等幾方面介紹該生產線中的伺服系統,研究柔性自動化生產線中伺服控制系統的應用。
1 伺服系統硬件配置
考慮系統的信息處理量大,為了降低PLC的信息處理負擔,進步控制器之問的獨立性,系統采用了分層的體系結構,第一層為主控PLC,第二層為伺服控制器,兩個控制層之間采用現場總線進行通訊。整個系統硬件配置如圖1所示。

主控PLC是整條生產線的邏輯處理中心,它一方面協調控制現場各種設備按照工藝順序要求工作,另一方面向上層監控設備實時發送生產和設備狀態信息。主控PLC選用OMRON公司的CS1H.CPU65型PLC系統。伺服系統采用日本安川電機公司的MP920伺服系統,該伺服系統由伺服控制器,伺服驅動器和伺服電機組成,其中伺服控制器是整條生產線的運動控制核心,控制伺服電機按照工藝要求精確運動,同時還通過現場總線DeviceNet將伺服系統的狀態信息反饋給主控PLC。伺服控制器選用MP920可編程控制器專門用于控制直線型伺服電機系統。伺服驅動器選用Σ系列SGDB型伺服驅動器,伺服電機選用Σ系列SGM型伺服電機。在車身自動焊接生產線中使用了3套MP920系統來控制了18個伺服電機。
2 MP920控制器工作原理
2.3 MP920控制程序設計
3 調試結果分析
4 結束語
2.1 MP920控制器構成
在MP920系統中,CPU模塊(MP920)主要起數據處理(邏輯處理和運動處理)的作用,并向運動控制單元(SVB一01)發送運動指令,并根據反饋信息作進一步處理。運動控制單元主要進行指令處理和運動狀態處理,通過Mechatrolink總線每個單元最多能單獨控制l4個軸。此單元能預先進行參數設定,根據CPU發送過來的指令進行運動控制,并將運動過程中的各種參數反饋到CPU單元中往。DeviceNet通訊單元(260IF)通過Device—Net協議與主控PLC進行數據交換,進行協同工作,完成整線的控制。
2.2 MP920控制器參數設定
運動控制單元內部有三類參數:固定參數、設定參數和監控參數。其中固定參數包括電機參數、伺服驅動器參數、編碼器參數等固定數據;設定參數用來向伺服驅動器提供伺服控制命令,在系統運行時可以實時更改;監控參數由與伺服馬達相連的編碼器反饋到運動控制單元的電機運動狀態數據,這些監控數據可以在運動程序和邏輯程序中作為參考。CPU單元對運動控制單元的控制是通過其I/O端口與運動控制單元的參數相互對應建立的。為建立這種聯系,須將CPU單元的輸出I/O端口分配給運動單元的設定參數,輸進I/O端口分配給運動單元的監控參數。CPU單元在進行I/O刷新時將監控參數讀進內存,同時將伺服控制命令寫進到運動控制單元的設定參數中,實現對運動控制單元的控制。伺服系統的控制原理如圖2所示。
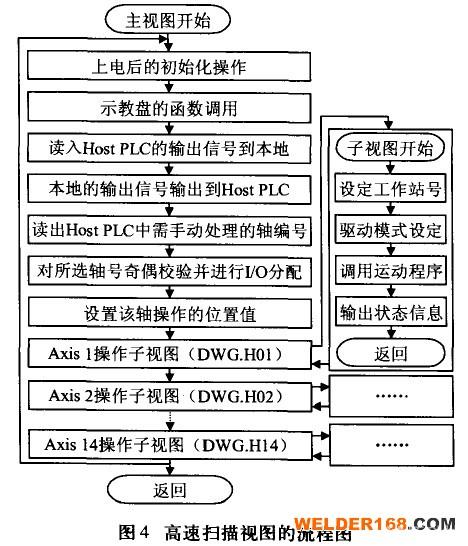
MP920伺服控制器通過循環掃描用戶程序來進行控制,用戶程序由視圖、函數和運動程序組成。其中視圖與函數主要用于完成順序邏輯控制,運動程序用于電機的運動控制。為了節省系統資源,將視圖分為高速掃描程序和低速掃描程序,高速掃描程序的掃描周期很短,約為0.4ms,用于處理實時性很強的伺服控制任務,是整個程序的主體,在其中調用運動程序實現對電機的精確控制;低速掃描視圖掃描周期遠低于高速掃描視圖,在程序系統中用于處理實時性要求較低的錯誤和警報。
伺服系統控制程序采用模塊化編程,各自針對要求不同的應用設計了高速掃描視圖、低速掃描視圖和運動控制程序。系統上電之后,CPU就同時開始高速掃描與低速掃描兩個獨立的掃描過程,并在高速掃描過程中調用運動程序來進行運動控制。低速和高速掃描視圖的流程分別如圖3和圖4所示。

伺服系統調整主要調整系統的速度回路增益、速度回路積分時間常數、位置回路增益和扭矩指令過濾時間常數這幾個參數。通常按照下列步驟進行:
第一步,較低地設定位置回路增益,在不發生噪音或振動的范圍內逐步進步速度回路增益。
第二步,略微降低第一步中設定的速度回路增益降值,在系統不發生上沖或振動的范圍內逐步進步位置回路增益。
第三步,根據定位調整時間、機械系統的振動等情況設定速度回路積分時間常數。
第四步,假如機械系統發生的扭曲共振時,適當地進步扭矩指令過濾時間常數。
最后,觀察系統響應并對各個參數進行微調,進行參數優化。
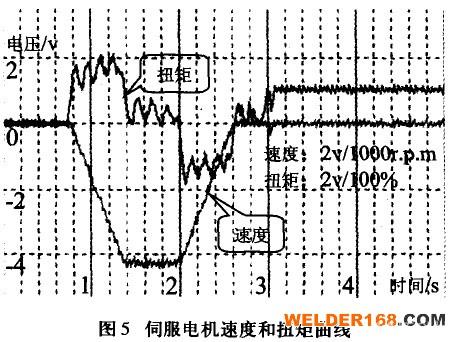
圖5是伺服電機的速度曲線和扭矩曲線。從圖中可以看到,第一階段對電機進行速度控制,電機轉速響應很快,轉速由0增加到2000r/m的過程十分平穩。第二階段對電機進行扭矩控制,電機由0增加到50% 的額定扭矩響應很快,也沒有出現大的波動。表明按照這個方法進行調試是可行的,完全能夠滿足自動化生產線的需要。
在實際生產中,該自動焊接生產線的伺服系統運行穩定可靠,滿足了高品質轎車車身焊接工藝的需要,為廣州本田年產24萬轎車發揮了決定性作用。該伺服系統運動平穩且定位速度快,使得整條生產線的節奏控制在45、7秒,最大程度上發揮了機械的效率。該系統的成功在于系統設計上采用了分層的體系結構和邏輯控制與運動控制相結合的控制方式。隨著中國汽車產業的快速發展,尤其是對車身質量、產量和本錢的要求不斷進步,伺服系統必將在汽車車身自動焊接生產線上廣泛應用。





- [焊接技術] 激光焊接白車身 優異材料加工熱源廣泛應用 2019-08-27
- [焊接技術] 現代焊接技術的發展現狀及前景 2018-11-27
- [焊接百科] 我國焊接生產現狀與焊接技術的發展 2018-11-26
- [焊接技術] 激光焊接技術應用及其發展趨勢 2018-11-26
- [焊接百科] 轎車車身輕量化及其對連接技術的挑戰 2018-10-10
- [行業資訊] 激光加工技術在汽車車身制造中的應用 2018-10-12






- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






