
國內外數控等離子切割技術的發展趨勢
- 2016-03-22 13:00:00
- 作者:王連仲 崔永元 原創
- 8823
數控等離子切割技術是集數控技術,計算機軟、硬件技術,等離子切割技術,精密機械技術于一體的高新技術。發展數控等離子切割機可以徹底改變國內熱切割行業的裝備水平,扭轉熱切割工業目前存在的效率低,質量差,勞動強度大,材料利用率低,環境臟亂差的局面,縮小與國外先進國家的差距。同時,數控等離子切割技術的發展可帶動相關領域和學科達到 國際先進水平。
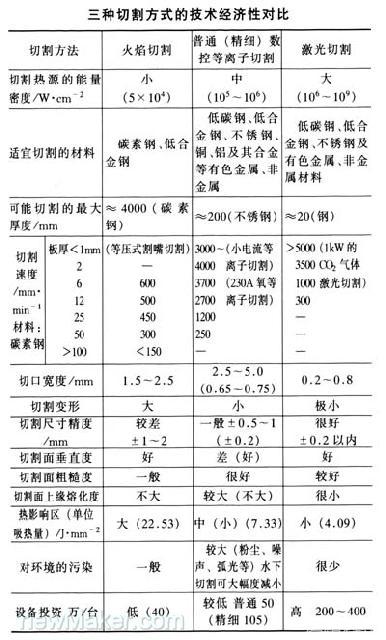
火焰切割、等離子切割和激光切割是熱切割的三種主要方式,其技術經濟性對比如下表所示。
二、我國數控等離子切割技術的發展
我國數控火焰切割技術起步于20世紀80年代中期,而數控等離子切割機則更晚,大部分的數控等離子切割機以經濟型機床(單片機為核心,步進電機為驅動元件)為主。國內曾經從事過數控切割機制造的廠家一度多達50多家,力量分散,許多廠家的前身都是焊割工具廠,技術基礎差。在整個80年代,國內企業無論是產品結構還是生產規模方面都無力與國外企業競爭 。
進入90年代后,國內的一些公司瞄準世界先進水平,不斷開發研制數控切割機的新產品,而且有些產品的主要技術指標已達到國外同類設備的先進水平,同時隨著市場經濟的調控作用,目前國內生產數控切割機的廠家已調整到20幾家。但綜合實力較強且有競爭實力的只有梅塞爾切割焊接有限公司、上海伊薩漢考克有限公司、哈爾濱華崴焊切成套設備有限公司、哈爾濱四海數控機械制造有限公司、深圳市博利昌數控切割設備有限公司、無錫華聯焊割設備廠、北京百惠宏達科技有限責任公司等幾家。他們一般都有自主科研開發能力,生產規模較大,產品規格齊全,品種多,質量較穩定,信譽度高。因此,在招標活動中往往取勝,單產量一般均在三四十臺以上,有的甚至超過百臺。當然有的企業雖然批量較小但也各有其特點,能適應不同企業的需求。
國內一些數控等離子切割產品在許多方面已形成自身獨有的特點,實現了“自動化、多功能和高可靠性”。在某些方面,產品的技術性能甚至超過了國外的產品,具體體現在:
1.數控系統與等離子系統的電磁兼容技術
這是數控等離子切割機成功的關鍵,只有解決了這一難題,才能實現數字控制下的等離子切割。
2.符合熱切割工藝要求的專用控制軟件
該類控制軟件的特點如下:
(1)采用圖形輸入方式,比代碼輸入更加直觀,操作快捷方便。
(2)中文界面,更適合中國國情。
(3)輸入方式多元化,所有調控指令化。
(4)利用自動套料編程軟件,可提高板材利用率10%左右。
3.大功率等離子系統
該系統具有100%暫載率和完備的數控接口、弧壓接口、遙控接口,并提供全套的接口附件,從而實現與數控系統的緊密結合。
三、國外數控等離子切割技術發展現狀
國外數控切割機的生產廠家主要集中在德國、美國和日本。其主要廠家有德國的伊薩(E SAB)、梅塞爾(MESSER),日本的田中(TANAKA)、小池(KOIKE),美國的L-TEC、林德(LINDA) 等。能夠代表數控等離子切割技術最高水平的廠家集中在德國,德國伊薩的數控切割機是當今世界上品種最全,功能最多,水平最高,幾乎包括了所有非接觸式切割手段的數控切割機。 其中NEC520連續軌跡控制器與RPC600(單臺或雙臺并聯)水射流式等離子系統配合可以切割130mm以下金屬板材;與HD3070精細等離子配合可對1~12mm金屬材料實施高速(7.6m/min)和高精度(接近激光切割下限)切割。
上述配置代表了數控等離子切割機的最高配置,其主要特點如下:
(1)自動化切割即等離子切割的全部過程(如初始定位、引弧、穿孔、切割、調高、升降水等)均在數控指揮下完成,并可通過編程來修改其參數。
(2)多功能即通過加掛不同附件增加數控機床的柔性,為下道工序提供定位、焊接、儲存基 礎。例如打標記功能可提供安裝和定位基準。等離子切割可進行X、V、Y和K形等坡口加工,且不僅可完成直線坡口還可完成曲線、圓弧形坡口,為焊接提供方便。
(3)水下切割可有效地減小鋼板熱變形,充分抑制塵粉、弧光、噪聲和飛濺。
美國海寶公司的等離子系統代表著當今世界等離子系統的最高水平,其產品規格覆蓋從普通等離子、水射流式等離子直至精細等離子等所有熱切割用等離子系統。普通等離子電源輸出電流為20~200A,切割厚度可達50mm以下;水射流式等離子電源輸出電流最高可達1000A,切割厚度可達130mm以下;精細等離子電源輸出電流最高可達100A,切割厚度可達12mm以下 ,其中精細等離子割縫寬0.65~0.75mm,與數控切割機配合可達±0.2mm的切割精度。
四、國內在數控等離子切割技術方面與國外的差距
國外發達國家切割行業90%為數控切割機下料,僅10%為手工下料,而我國用數控切割 機下料僅占下料總量的10%以下,其中數控等離子切割比例更小。絕大多數仍采用手工或半自動切割,笨重落后,勞動強度大,生產效率低,而且材料浪費嚴重,因此十分有必要發展并普及數控等離子切割機以改變這一落后現狀。
關于國產數控切割機與國外產品的差距,就數控火焰切割機而言,已無大的差距,性能也比較穩定,只是國產切割機為保證質量,一些主要部件如電磁氣閥、減壓閥、交流伺服系統等均采用進口件,目前國產件的質量仍然不穩定。數控等離子切割機總的性能也與進口設備相差無幾,只是與數控等離子切割機配套的等離子電源與國外差距更大,目前很多用戶都愿意用進口等離子電源就足以說明問題,因此發展數控等離子切割其相關技術也十分重要。
總之,無論從切口質量、易損件的耐用度等國產與進口的仍有一定差距,因此要完全替代進口必須在基礎件的生產上狠下功夫。
五、市場及應用前景
20世紀80年代初期以前數控切割機國內市場全部由國外切割機占領,80年代中后期國產數控切割機才逐步生產出并投放市場,90年代初隨著國產數控切割機的發展,市場的迅速擴展,迫使國外企業到國內來發展,切割機的價格也大幅度下降。90年代后期由于國產數控火焰切 割機質量已趨穩定,價格也較前幾年大幅度下降,因此已逐步取代了進口機。
隨著我國工業向現代化邁進,國內市場對數控切割機的需求逐年增大,加之國外發達國家由于已有大量數控火焰切割機正在使用,故數控等離子切割機的普及受到一定制約,而我國數控切割機技術起步和應用較晚,形成供需缺口,導致我國數控切割機特別是數控等離子切割 機的潛在市場巨大。
據統計,近幾年我國每年數控等離子切割機的市場需求約為500臺,而且有逐年增長的趨勢,我國周邊地區的經濟發展又為我們展現了良好的國際市場前景。目前數控等離子切割機的發展趨勢應向全自動、多功能、大功率及高質量等方向發展。
六、結語
21世紀我國的數控切割行業面臨各種新的挑戰,國際市場競爭更加激烈。我們應瞄準世界先進水平,不斷開發研制新產品,帶動國內同行業技術水平的普遍提高,只有這樣才能淘汰低檔、劣質產品,凈化市場,帶動行業廠家轉變經營理念;同時在加強科研開發、技術創新與質量管理上下功夫,使我國數控切割行業迅速達到世界先進水平,從而振興民族工業,提高 我國的綜合國力。

相關文章
- [焊接技術] 激光焊接白車身 優異材料加工熱源廣泛應用 2019-08-27
- [焊接技術] 現代焊接技術的發展現狀及前景 2018-11-27
- [焊接百科] 我國焊接生產現狀與焊接技術的發展 2018-11-26
- [焊接技術] 激光焊接技術應用及其發展趨勢 2018-11-26
- [焊接百科] 轎車車身輕量化及其對連接技術的挑戰 2018-10-10
- [行業資訊] 激光加工技術在汽車車身制造中的應用 2018-10-12




發表評論


社區新帖
- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
聯系我們
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






