業(yè)有限公司")
焊接動態(tài)位移場的建模與數(shù)值模擬
- 2016-10-14 11:53:00
- sawchina 原創(chuàng)
- 7828
作為先進(jìn)制造技術(shù)中的一個重要的組成部分,未來焊接技術(shù)的發(fā)展將從"技藝"走向"科學(xué)",而焊接過程模擬技術(shù)的發(fā)展是其重要的標(biāo)志[1]。自從Rosenthal的移動熱源固體導(dǎo)熱模型和建立焊接溫度場的解析解以來[2],眾多焊接工作者努力研究焊接過程的計(jì)算機(jī)模擬技術(shù),如日本的上田幸雄首先利用有限元技術(shù)分析了焊接過程的應(yīng)力和應(yīng)變[3]。
目前在焊接領(lǐng)域的模擬對象方面主要包括溫度、位移、應(yīng)變、應(yīng)力等。其中真正對整體結(jié)構(gòu)性能產(chǎn)生影響的是應(yīng)力和應(yīng)變,這才是模擬的最終對象。但是應(yīng)力和應(yīng)變比較難以進(jìn)行試驗(yàn)驗(yàn)證(現(xiàn)有的檢測手段多為不耐高溫或者是破壞性的),所以從是否適合結(jié)果驗(yàn)證這一角度來說,應(yīng)該以位移場作為直接模擬量,在對模擬量的正確性進(jìn)行驗(yàn)證后,導(dǎo)出應(yīng)力應(yīng)變結(jié)果進(jìn)行分析。
1 本構(gòu)方程的建立
本構(gòu)關(guān)系的建立與材料的狀態(tài)密切相關(guān)。焊接過程金屬構(gòu)件要經(jīng)歷兩個階段:加熱和冷卻,某一時刻構(gòu)件上會有固相區(qū)、液相區(qū)和固液共存區(qū),影響著計(jì)算時所采用的方程。固液共存區(qū)存在很大的粘性,符合粘彈塑性有限元,但由于焊接條件下冷卻速度快,固液區(qū)存在時間短,可以忽略不計(jì)[4],因此主要考慮固相區(qū)和液相區(qū)。固態(tài)區(qū)的應(yīng)力、應(yīng)變服從熱彈塑性理論,根據(jù)等向強(qiáng)化Von Mises屈服準(zhǔn)則和Prandtl-Reuss流動增量理論推導(dǎo)的材料性質(zhì)依賴于溫度的熱彈塑性增量應(yīng)力應(yīng)變關(guān)系式即增量本構(gòu)方程,如式1所示。
d{σ}=[D]d{ε}-{C}dT (1)
式中:
[D]:彈塑性矩陣,在彈性區(qū) [D]=[De],
在塑性區(qū) [D]=[D]ep=[De]-[D]p
其中 [De]:彈性矩陣
[D]ep-彈塑性矩陣
{α}-線膨脹系數(shù)向量
對于熱彈塑性,其詳細(xì)展開為:
其中 H:應(yīng)變硬化指數(shù)
:等效應(yīng)力
根據(jù)虛位移原理,建立有限元方程的增量表達(dá)式如式3所示。
[K]e△{δ}=△{R}e (3)
式中:[K]e:單元剛度陣
[K]e=∫∫e[B]T[D][B]dxdy
{δ}:本次加載(或溫度增量)所引起的位移增量
{R}e:單元等效節(jié)點(diǎn)力向量
△{R}e=∫∫e[B]T{C}△Tdxdy
以上是在一定的理論假設(shè)前提下得到的,假設(shè)如下:塑性區(qū)內(nèi)的行為服從流動法則,顯示出應(yīng)變硬化;彈性應(yīng)變、塑性應(yīng)變與溫度應(yīng)變是可分的;材料的力學(xué)性能隨溫度而變;不考慮粘性和蠕變影響;材料各向同性。
2 位移場分析模型的建立
2.1幾何模型的建立
位移場的幾何模型和溫度場的保持一致,在完成該步的溫度場計(jì)算后,通過單元變換將單元由溫度場單元轉(zhuǎn)換為結(jié)構(gòu)場單元,單元的劃分與溫度場的保持一致,如圖1所示。
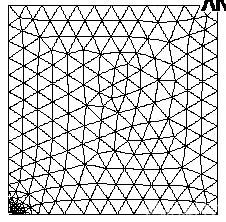
圖1 有限元計(jì)算單元的劃分
2.2 熔池的處理
當(dāng)熔池區(qū)的金屬在電弧熱作用下熔化時,熔池區(qū)將進(jìn)入零力學(xué)性能狀態(tài),即所有的應(yīng)力應(yīng)變將消失;當(dāng)熔池由液體轉(zhuǎn)變成固體時,進(jìn)入無應(yīng)變歷史的初始態(tài)。此外,液態(tài)熔池金屬對周圍固體施加的力很小,對熔池周圍區(qū)域的應(yīng)力應(yīng)變分布幾乎沒有任何影響。因此,為了正確模擬高溫區(qū)的應(yīng)力應(yīng)變分布,必須考慮熔池的出現(xiàn)和消失,否則將因熔池區(qū)的偽變形導(dǎo)致位移場模擬無效。對此,采用了 "單元死活"方法。其原理如下:對每一子步的溫度場數(shù)值結(jié)果進(jìn)行選擇:超過熔點(diǎn)的單元將令其死掉,低于熔點(diǎn)的單元被"激活"。
2.3 非線性的處理
焊接過程中存在著很大的非線性。表現(xiàn)在以下幾個方面:
① 幾何非線性:焊接屬于大應(yīng)變問題。大應(yīng)變是指所產(chǎn)生的應(yīng)變大到足夠引起單元形狀的變化以至于引起剛度變化,
② 材料非線性:指應(yīng)力和應(yīng)變之間的非線性關(guān)系,例如塑性是存在非線性的應(yīng)力-應(yīng)變關(guān)系;而粘塑性,蠕變則是應(yīng)變與其他因素(時間、溫度)存在某種關(guān)系。為全面考慮分析中的塑性材料性能,必須考慮屈服準(zhǔn)則、流動準(zhǔn)則和硬化定律的統(tǒng)一。
針對以上問題,采用以下方法:
① 采用Full Newton-Raphson方法,每進(jìn)行一次平衡迭代,就修正一次剛度矩陣,
② 應(yīng)用Ansys提供的雙線性等向強(qiáng)化模型模擬材料非線性。該類型適用于各向同性材料,Von Mises屈服準(zhǔn)則和Prandtl-Reuss流動方程一同應(yīng)用(但不考慮Bauschinger效應(yīng))。
2.4 分析流程
本文利用ANSYS軟件進(jìn)行有限元計(jì)算。ANSYS針對不同物理場的分析提供了兩種耦合方式:直接耦合和間接耦合。嚴(yán)格來說溫度場分析和位移場分析是直接耦合的,但由于試驗(yàn)證明這種耦合作用是非常小的,所以忽略不計(jì)。在計(jì)算時采用了建立在子步級別上的間接耦合方式。即:將時間劃分成足夠小區(qū)間(子步),每一區(qū)間內(nèi)先進(jìn)行瞬態(tài)熱分析,求解結(jié)束后將熱流梯度最大時刻的結(jié)果存入單元表中;然后進(jìn)行單元轉(zhuǎn)換,以相同的幾何模型、單元劃分進(jìn)行結(jié)構(gòu)分析,導(dǎo)入單元表結(jié)果數(shù)據(jù)作為結(jié)構(gòu)分析的邊界條件,作靜態(tài)自由變形的結(jié)構(gòu)分析。以此流程先進(jìn)行5秒的焊接加熱過程模擬,之后進(jìn)行約60秒的冷卻過程模擬。加熱階段的命令流程如圖2所示。

圖2 計(jì)算分析流程圖
3 氬弧定點(diǎn)焊位移場計(jì)算結(jié)果的驗(yàn)證
本文的實(shí)驗(yàn)使用的材料是LY2鋁合金,試件尺寸120×120×2mm,焊接方法是TIG定點(diǎn)焊,焊接電流80A,焊接電壓12.8V。焊接位移場測量方法是激光電子散斑干涉法。實(shí)驗(yàn)夾具如圖3所示。
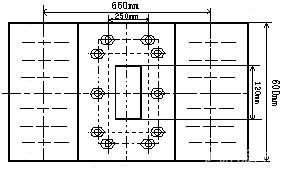
圖3 實(shí)驗(yàn)夾具示意圖
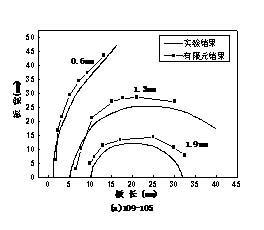
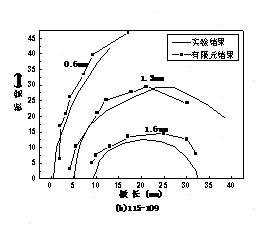
圖4 TIG定點(diǎn)焊激光散斑法試驗(yàn)結(jié)果與有限元計(jì)算結(jié)果的對照
圖4是TIG定點(diǎn)焊位移場的計(jì)算結(jié)果與利用激光電子散斑干涉法得到實(shí)際測量結(jié)果的比較(圖示為全位移場的1/4)。從圖中可以看出實(shí)驗(yàn)結(jié)果與計(jì)算結(jié)果存在著一定的誤差,這可能是由下原因引起:
1. 材料的高溫?zé)嵛锢砗土W(xué)性能數(shù)據(jù)是采
用外推法獲取的與實(shí)際的數(shù)據(jù)不符合而帶來的計(jì)算誤差;
2. 數(shù)值模擬中熱源是嚴(yán)格施加于板中心的,而在實(shí)際實(shí)驗(yàn)中由于無法精確定位,且無法保證電弧與工件嚴(yán)格垂直。所以,影響了位移場的計(jì)算結(jié)果。
4 結(jié)論
本文利用激光電子散斑干涉測量技術(shù)的實(shí)際測量的焊接動態(tài)位移場與有限元計(jì)算結(jié)果進(jìn)行了比較,結(jié)果證明計(jì)算結(jié)果與實(shí)測結(jié)果吻合良好。這說明本文利用彈塑性性理論所建立的焊接過程動態(tài)位移場的模型是正確的。







- [焊接技術(shù)] 激光焊接白車身 優(yōu)異材料加工熱源廣泛應(yīng)用 2019-08-27
- [焊接技術(shù)] 現(xiàn)代焊接技術(shù)的發(fā)展現(xiàn)狀及前景 2018-11-27
- [焊接百科] 我國焊接生產(chǎn)現(xiàn)狀與焊接技術(shù)的發(fā)展 2018-11-26
- [焊接技術(shù)] 激光焊接技術(shù)應(yīng)用及其發(fā)展趨勢 2018-11-26
- [焊接百科] 轎車車身輕量化及其對連接技術(shù)的挑戰(zhàn) 2018-10-10
- [行業(yè)資訊] 激光加工技術(shù)在汽車車身制造中的應(yīng)用 2018-10-12


面")

1-ok_副本")
")
- GBT 19867.4-2008 激光焊接工藝規(guī)程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗(yàn)方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉(zhuǎn)角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產(chǎn)品釬焊性的標(biāo)準(zhǔn)試驗(yàn)方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設(shè)備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設(shè)備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯(lián)系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮(zhèn)東深路鳳崗段206號天安深創(chuàng)谷W2棟誠信大廈21樓 |
關(guān)于我們
應(yīng)用演示
焊接學(xué)院
客戶服務(wù)
-
在線客服

-
關(guān)注微信

-
-
業(yè)務(wù)咨詢

-
人才招聘
-
售后咨詢
-
業(yè)務(wù)咨詢
-
 掃一掃關(guān)注微信
掃一掃關(guān)注微信


