
噴瓷管道焊接熱敏感性研究
- 2016-11-02 14:43:00
- sawchina 原創
- 7968
噴瓷管道是將玻璃釉經過高溫火焰噴槍噴熔在管道內外壁上形成一種無機非金屬涂層,該涂層不老化,耐蝕性優異,大幅度進步了管道的使用壽命[1]。但是,管道接口在焊接過程中,由于焊接電弧熱的高溫作用會使噴瓷涂層熔化、剝離及耐蝕性變化,如不解決焊口的防腐題目,將嚴重影響管道的使用壽命[2]。目前,國內外有不少學者從事在金屬基體上熔敷耐蝕陶瓷及玻璃涂層的研究[3~5],而瓷層焊接熱敏感性的研究尚未見報道。本報告采用熱模擬技術再現噴瓷管道焊接熱影響區中各微區組織,以深進探討近縫區基體及瓷層的性能變化規律,研究焊接熱循環的影響,對噴瓷管道的生產應用具有重要意義。
2試驗方法
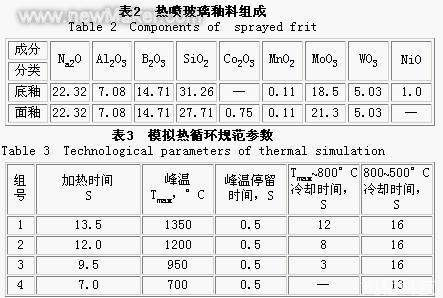
試驗用噴瓷管道基體金屬為Q235,尺寸為φ159mm×6mm,其成分見表1。采用石油自然氣-氧氣火焰噴熔玻璃釉料,熱噴玻璃釉料組成見表2。
表1Q235基體金屬的化學成分

3.1熱循環作用后基體金屬的組織與性能
不同熱循環作用后基體金屬的組織及硬度變化見圖1和表4。試驗結果表明,噴瓷管道受不同焊接熱循環作用后,基體金屬的組織發生明顯變化,組織硬度也發生變化 。峰溫700℃ 時,組織為F(鐵素體)+P(珠光體);峰溫950℃時,組織為細小F+P;峰溫1200℃、1350℃ 時組織轉變為B(貝氏體)+F+P。隨峰溫升高,組織硬度由HV132增加到HV212。
另外,高峰溫作用后(1200℃,1350℃)基體金屬中產生了大量的晶間裂紋(圖1a,b)。低峰溫950℃作用后沒有裂紋產生(圖1c),峰溫700℃作用后,又有大量晶間裂紋產生(圖1d)。形成裂紋的原因,一方面由于高溫作用后,基體金屬組織轉變成了脆性B組織,B與F、P性能差別大,晶界輕易產生裂紋;另一方面噴瓷時采用氮氣保護,基體金屬中溶解有一定量的氮,氮的擴散與聚集,也增加了晶界的脆性,在熱應力作用下輕易開裂。峰溫950℃作用時,基體金屬組織細化,相當于Q235鋼焊接熱影響區的細晶正火區,其韌性、塑性很好,不輕易產生裂紋;峰溫700℃作用時,基體金屬接近珠光體轉變區,即臨界區,基體金屬組織出現臨界區脆化[6]。由于700℃作用后,基體金屬的晶界脆化及氮、內應力共同作用導致晶間產生裂紋。臨界區溫度范圍內的開裂機制還有待深進研究。
圖1不同熱循環條件下基體金屬組織
Fig.1Microstructure of base metal
heat-cycled at different peak temperatures
(a) 1350℃;(b) 1200℃;(c) 950℃;(d)700℃
表4熱模擬后基體金屬硬度

X射線衍射分析結果表明,峰溫1350℃熱循環作用后,噴瓷層全部由玻璃相組成,沒有晶相析出;峰溫1200℃、950℃、700℃和原始試樣的瓷層主要由玻璃相組成,但有Na2MoO4(MoO3)y晶相析出,見圖2。
圖2不同熱循環條件下瓷層X射線衍射譜
SEM觀察結果表明,峰溫1350℃、1200℃作用后,金屬與瓷層界面產生大量的氣泡,主要原因是高溫加熱時,從金屬、瓷釉及金屬與瓷釉的界面析出氣體,焊接熱循環的冷卻速度快,負氣體來不及通過瓷層逸出,從而產生氣泡。除氣泡外,金屬與瓷層的界面結合良好,無界面裂紋產生(圖3a,b);峰溫950℃、700℃作用后,金屬與瓷層界面無氣泡產生,卻形成了大量的界面裂紋(圖3c,d)。分析以為這主要是金屬與瓷層的線膨脹系數不同,焊接熱循環作用時,金屬與瓷層之間產生很大的內應力,在內應力作用下致裂。

圖3金屬-瓷層的界面形貌
Fig.3Interface image of metal-enamel
(a)1350℃;(b)1200℃;(c)950℃;(d)700℃
(1)熱循環對噴瓷管道基體金屬組織有明顯影響,隨峰溫進步,基體硬度進步,組織由F+P轉變成B+F+P;峰溫為1350℃、1200℃和700℃ 時,基體金屬中產生大量晶間微裂紋。
(2)熱作用后瓷層相結構發生變化,峰溫為1350℃時,瓷層相結構為全玻璃態;峰溫低于1200℃時, 不同峰溫的瓷層相組成變化不大,以玻璃態為主,有Na2MoO4(MoO3)y 晶相析出。
(3)熱作用后金屬-瓷層界面形貌變化很大。峰溫為1350℃、1200℃時,界面產生大量氣泡,但無界面裂紋;峰溫為950℃、700℃時,界面無氣泡,但有界面裂紋產生。(end)






相關文章
- [焊接技術] 汽車用鋁合金板面臨哪些問題? 2020-11-02
- [焊接技術] 鋁點焊在新能源全鋁車身上的應用 2020-10-26
- [焊接技術] 汽車頂蓋機器人螺柱焊的故障分析及改進 2020-10-09
- [焊接技術] 正確選用螺柱焊機 確保車身焊接質量 2018-11-24
- [焊接百科] 螺柱焊在車身焊接工藝中的應用研究 2018-11-24
- [行業資訊] 淺析中國焊接技術的現狀與發展 2018-11-13




發表評論

社區新帖
- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
聯系我們
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






