
汽車工業中鋁連接技術
- 2017-04-19 13:35:00
- sawchina 原創
- 10024
用鋁及鋁合金制造汽車零部件具有明顯的減重節能效果,以鋁代替鋼鐵制造發動機可減重30%,汽車鋁車輪可減重30%左右,鋁制轎車車身更是比鋼制品輕40%以上。汽車每使用1kg鋁可降低自重2.25kg,減重效應高達125%,在汽車整個使用壽命周期內可減少廢氣排放20kg。一輛汽車若減重10%,可相對減少6%~8%的燃油消耗,燃油效率提高5.5%。汽車的輕量化除了降低油耗還有利于改善汽車在行駛、轉向、加速、制動等多方面的性能。
國外,早在1990年,本田公司就已經向市場推出了全鋁車身的NSX型小汽車。2009年北美汽車的平均用鋁量可達157kg/輛。福特汽車公司宣稱2020年單車鋁鎂合金用量將上升到90kg。德國大眾汽車公司要在每一輛轎車上設計含有80kg以上的鎂鋁合金零件。奧迪汽車公司已經將鋁合金車身用于成批生產的轎車。奧迪A8車身已經采用了第一代鋁合金空間構架Aluminum-Space-Frame(ASF), 并且積累了經驗,也在奧迪A2車身上使該技術得到進一步發展。
目前汽車輕量化用材鋁件的連接工藝有十多種,分別為點焊、螺柱焊、弧焊、自攻螺絲連接(FDS)、自沖鉚接工藝(SPR、TOX)、激光焊、粘接、壓鉚、拉鉚、攪拌摩擦焊、電子束焊接。使用頻率最高的主要為FDS工藝、SPR工藝、螺柱焊工藝和鋁點焊。
SPR 工藝
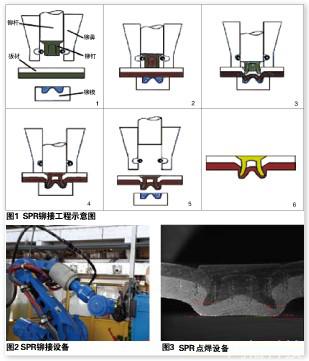
SPR工藝稱為自沖鉚接技術,通過液壓缸或伺服電機提供動力將鉚釘直接壓入待鉚接板材,待鉚接板材在鉚釘的壓力作用下和鉚釘發生塑性變形,成型后充盈于鉚模之中,從而形成穩定連接的一種全新的板材連接技術。具體過程如為:鉚鼻首先壓住被鉚接板材,鉚釘被鉚桿施壓嵌入,穿透上層板材,并擴張進入下一層板材,而后鉚釘與板材一起擴張,充滿鉚模,鉚釘腿部向四周翻開形成“鈕扣”,從而完成上下板材牢固的連接(如圖1)。
自沖式鉚接技術的優點:
·冷連接工藝,適用于多層、多種類型板材連接。
·工序完成迅速,可滿足大批量生產需求。
·鉚接點強度很高,壽命長。
·連接重復精度高。
·鉚接質量可以通過目測檢查。
·無需預先開孔,保護涂層鍍層,提高防腐蝕能力。
·環境友好型清潔工藝,無煙、汽、火花產生。
目前汽車中一般用于鋁鐵等異種金屬的連接(見圖2、3)。
FDS 工藝
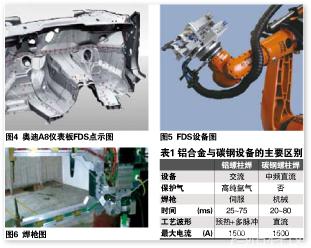
FDS(Flow Drill Screws)特制的輕質自攻螺釘和鉚釘充分利用螺釘自攻時產生的熱量,形成緊密連接接頭,防止部件銹蝕,大大提升了鉚接的強度。FDS可用于異種金屬或同種金屬的連接。目前鋁車身中大量使用該工藝。圖4為奧迪A8中儀表板工位的FDS工藝點圖,圖5為FDS設備圖。
FDS工藝為單面施工,工作時槍對工件的沖擊力大,需焊接夾具有足夠的支撐力。且機器人工作時需釘子與零件垂直,否則鉚接點為失效點。因此,該工藝對機器人示教要求高。
鋁合金螺柱焊
鋁材螺柱焊不同于碳鋼螺柱焊。因鋁的特殊性,表面易氧化生成耐高溫氧化膜,焊接時采用交流變頻焊接加純氬氣保護。鋁合金與碳鋼設備的主要區別如表1所示。
鋁點焊

鋁點焊是連接工藝中較難的一種。目前主要有Fronius公司的Deltaspot(銅帶鋁點焊)方式和北美螺旋電極帽點焊方式。
因鋁的熔點低,線膨脹率高,導電率高等特性,鋁點焊的焊接工藝規范一般是碳鋼的3倍左右(區別見表2)。高的電流易產生強磁場,因此焊接工裝需防磁;高的壓力需焊槍結構牢固可靠,焊槍重量高達190kg(見圖6);高的容量,焊接變壓器一般兩個并聯使用等。
輕量化的推進,必然促使鋁合金在汽車工藝中的快速運用。鋁合金的運用取決于鋁連接工藝的發展。因此,鋁連接的新工藝會得到快速發展。



- [焊接技術] 激光焊接白車身 優異材料加工熱源廣泛應用 2019-08-27
- [焊接技術] 現代焊接技術的發展現狀及前景 2018-11-27
- [焊接百科] 我國焊接生產現狀與焊接技術的發展 2018-11-26
- [焊接技術] 激光焊接技術應用及其發展趨勢 2018-11-26
- [焊接百科] 轎車車身輕量化及其對連接技術的挑戰 2018-10-10
- [行業資訊] 激光加工技術在汽車車身制造中的應用 2018-10-12






- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






