
高柔性夾具快速切換方式在焊裝線上的應用
- 2017-08-07 09:52:00
- sawchina 原創
- 12062
奇瑞汽車股份有限公司 戴競 奇瑞新能源汽車技術有限公司 茅衛東 奇瑞商用車有限公司 安珂 趙楊好
焊裝生產線多品種、小批量和短周期是現代機械制造業的主要特征。這一特征的出現,促進了柔性夾具理念的產生與技術的發展。隨著產品更新的周期越來越短,如何短平快地在老車型切換新車型并縮短項目周期是各主機廠研究的方向。柔性化組合快換夾具——雙base板夾具,可以大幅度縮短夾具更換調整時間、降低生產成本;base旋轉工作臺在分裝二級總成夾具的利用,使分裝夾具的智能高柔性成為現實,這種快速切換方式大幅度縮短了夾具更換調試時間,降低了生產成本。
雙base夾具
1.雙base概念
雙base夾具是以組合夾具為基礎的能適應于不同產品或同一產品不同規格的夾具,它由一套夾具線體部分及夾具本體部分組成,夾具設計階段提前預先制造好夾具base板并開矩陣連接孔,后續夾具通過雙層base板及相應連接機構組合拼裝而成,因此稱這種夾具為雙base夾具。
2.雙base夾具特點
雙base夾具結構簡單、拼裝環節少且剛性好,易于車型切換、產品更新換代與自動化加工的需要,其主要特點包括:
(1)雙base夾具具有通用性,夾具系統有足夠的柔性,可適應不同車型的加工要求,整體線體可以重復利用。
(2)雙base夾具結構簡單,組裝和拆卸方便迅速,利于后續車型快速切換。
(3)雙base夾具具備足夠的強度和剛度,夾具組裝、切換過程能夠有效保障零件的加工精度。
(4)雙base夾具的base規格應統一化,重復使用可調整,組裝管理微機化。
雙base夾具組成
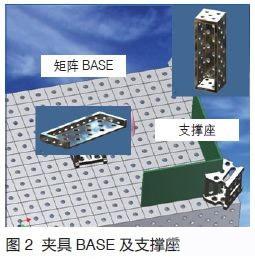
雙base夾具由夾具線體部分及專用夾具兩部分組成,夾具線體部分由夾具通用部分及各標準元器件組成(見圖1),夾具專用部分根據產品零件的機構及用途而定。

1.夾具線體
雙base夾具的基礎元件,包括夾具通用線體、夾具框架及標準矩陣base面組成(見圖2);
2.支撐座
夾具骨架主要元件包括各種墊片、墊板和角座等(見圖2);
3.定位件元件間定位和工件真正定位的元件
包括各種定位塊、定位銷、定位支撐和型面點燈。
4.緊固件
包括標準銷及柱銷,是用于連接兩層base板的主要零件。
夾具技術要求
雙base夾具在設計階段除一般夾具相應技術要求外需重點考慮以下技術要求:
夾具線體部分主要結構按照GB2804設計,主要元件采用優質低碳合金鋼制造,經過滲碳淬火后元件表面硬度要求HRC達到58~65,內部硬度達到HRC?35~40,從而保證夾具底座具有足夠的強度、韌性、搞耐磨性及穩定性等。
夾具元件的主要尺寸精度與一般夾具相同,達到ISO6~7級別即可,水平面上定位孔與基準面的公差為±0.05?mm,定位孔與定位孔之間的公差為±0.02?mm,基準面粗糙度為1.6?μm。
主base板孔徑有D28和D16兩個系列。在高精度的臺面上,每隔100?mm均布D28的圓孔或每隔50?mm均布φ16?mm的圓孔,這些孔可用于拼接各種功能的定位模塊和夾具連接。
雙base夾具組裝
柔性夾具的組裝是按照一定的原則,將專用夾具及夾具線體部分通過緊固標準柱銷裝配成具有一定切換能力的柔性夾具的全過程。后續根據不同的產品和不同的零件的加工需求,將夾具專用部分直接廢除,并切換至夾具線體部分,通過兩層base連接起來,可以充分發揮夾具線體部分功效,減少后續夾具開發費用。
base旋轉工作臺
base旋轉工作臺(見圖3)是在一個360°旋轉工作臺均勻布置了三套夾具base基礎,A車型夾具base通過螺栓方式固定在旋轉工作臺的基礎base上,同時也可以將BC車型夾具以同樣的方式固定在對應的基礎base上,當生產A車型時,旋轉工作臺將A車型夾具旋轉到機器人工作的位置,然后相應的機器人完成取件焊接涂膠等工藝。同理,生產B、C車型時,旋轉臺將相應車型的夾具旋轉到機器人工作位置,完成B、C車型的相應工藝。

這種base旋轉工作臺可以實現A、B和C三款車型同一工位生產,顯著節省了生產線的布線面積,至少可以節省兩款車型的設備投資和廠房面積。不僅如此,A、B和C三款車型任一款退市后,base旋轉工作臺可以快速利用旋轉工作臺基礎base進行切換新車型,不需要重新購置新設備和布置新場地,無需重新調試,縮短項目周期完成真正意義的高柔性快速切換。
利用base旋轉工作臺使雙base夾具備智能化和高柔性
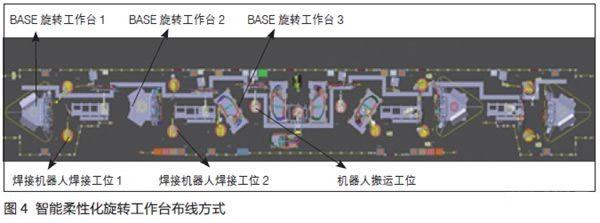
base旋轉工作臺不只是用在單一工位,還可以組線于整條生產線。某項目中,由于受到場地資源限制,側圍生產布線始終存在問題,base旋轉工作臺結合工位間機器運轉和工藝,實現了焊裝多車型柔性化生產線布線,解決了側圍線難以柔性化的行業難題。我們在某項目中,采用base旋轉工作臺結合機器人布線方式(見圖4),利用base旋轉工作臺1、base旋轉工作臺2和base旋轉工作臺3配合機器人焊接、涂膠和運轉,完美地解決了側圍分裝柔性化線生產線面積不足、多車型切換難以實現的問題,節約了設備及場地資源,縮短了產品的開發周期。base旋轉工作臺使雙base夾具備了智能化和高柔性,生產過程中工位間的智能切換以及左右側圍的高柔性化得到了實現。
結語
以雙base夾具為基礎的柔性夾具是根據上述要求組裝制造的,可以通過組裝→使用→分解→再組裝周而復始循環使用,可以大量減少制造夾具材料和動力消耗,避免車型下市后大批量機械線體及動力總成的浪費,降低汽車行業的制造費用,減少夾具的設計、制造和安裝調試時間。與專用夾具相比,雙base夾具具有明顯的技術經濟效果,特別適用于多品種、小批量生產的加工系統。base旋轉工作臺使得夾具雙base的智能化、高柔性成為現實。



- [焊接技術] 螺柱焊接基礎知識 2022-07-11
- [焊接技術] 螺柱焊機發展史及其焊接工藝 2022-07-11
- [焊接技術] 小技巧:焊接時如何分清焊渣和鐵水? 2021-01-22
- [焊接技術] 干了多年的焊工都未必真能說清楚CO2、MIG/MAG和脈沖MIG/MAG的區別! 2020-12-23
- [焊接技術] 溫度影響焊接質量,冬天到了應該如何改進? 2020-12-03
- [焊接技術] 螺柱焊中鋁制螺釘的焊接工藝 2020-11-13





- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






